They play a key role in efficiently lifting these materials from one level to a higher level.
Our bucket elevators come equipped with rolls coated with vulcanized rubber as standard. This, combined with a moto reducer with a hollow shaft directly coupled to the roll, not only significantly increases the life of the traction system but also reduces the need for maintenance parts, as it does not depend on couplings. Additionally, they have the option of pneumatic bottom doors for automated cleaning scheduling. They feature a backstop brake directly coupled to the reducer, ensuring that the equipment does not rotate in the opposite direction in case of power outage or other electrical failures.
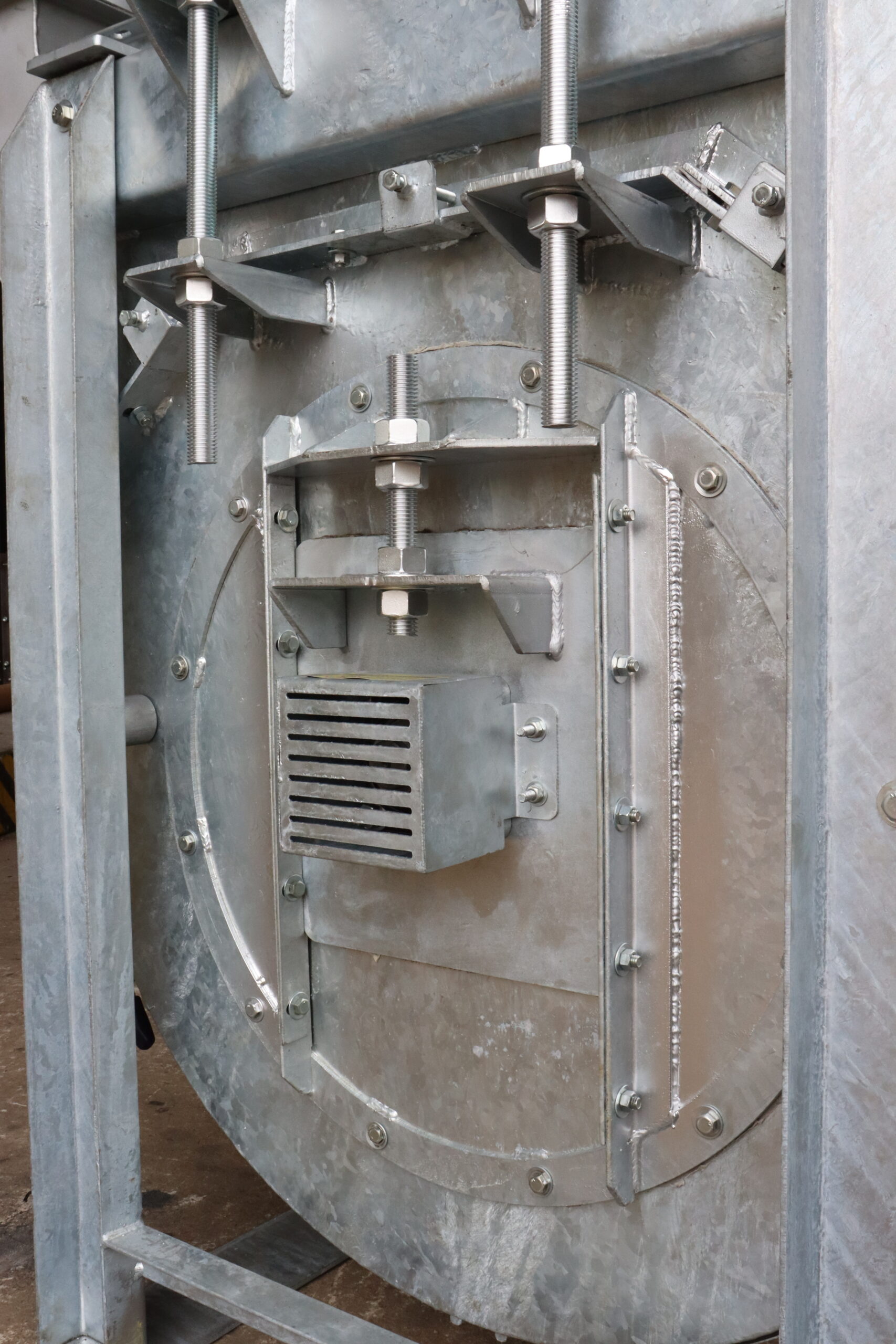
The base of the elevator is self-cleaning, and the lower roll has a grid to prevent material accumulation on the belt. You have the option to choose plastic or metal buckets depending on your application needs.
Our bucket elevators can be manufactured in different materials, including carbon steel, galvanized steel, stainless steel, or SAC300, with capacities ranging from 20 to 120 tons per hour.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}